WIR SIND DA.
As one of the world’s leading manufacturers of high-end machines for plastics processing, ensuring your success in plastic parts production is part of our day-to-day business.
Global English
As one of the world’s leading manufacturers of high-end machines for plastics processing, ensuring your success in plastic parts production is part of our day-to-day business.

Injection moulding machines, additive manufacturing, robotic systems, process control, digitalisation – from ARBURG you get everything from a single source. Individually tailored to your plastic parts production.

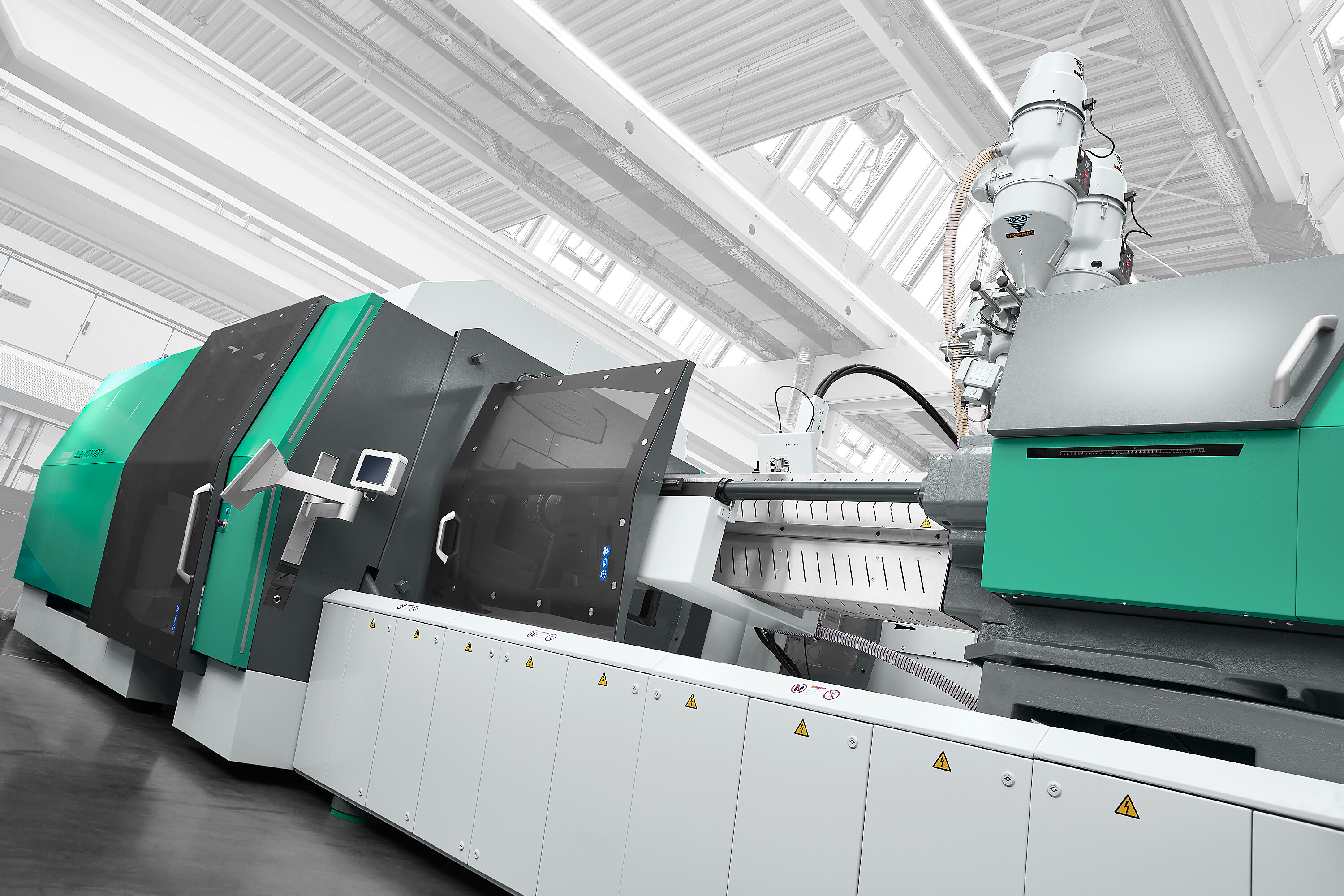
We have enhanced the machine technology of the HIDRIVE series significantly. The new hybrid machines are impressive with their optimised energy footprint and reduced cycle times.
By integrating innovatiQ and AMKmotion, we have invested in the technological future and in strong teams. Injection moulding, additive manufacturing and the drive train come from the ARBURG family.
You can rely on our services. Every time. Worldwide. What benefits do you get from reliable consulting, training, maintenance or genuine spare parts? Getting back to smooth production quickly.
From ARBURG you get everything you need to digitalise your company. Smart ALLROUNDERs and freeformers, our ALS host computer system or the arburgXworld customer portal and digital services.
Work with us to make plastic processing more sustainable. Resource-saving production, rational processing of materials, use of recyclates – working together, we reduce the CO2 footprint.
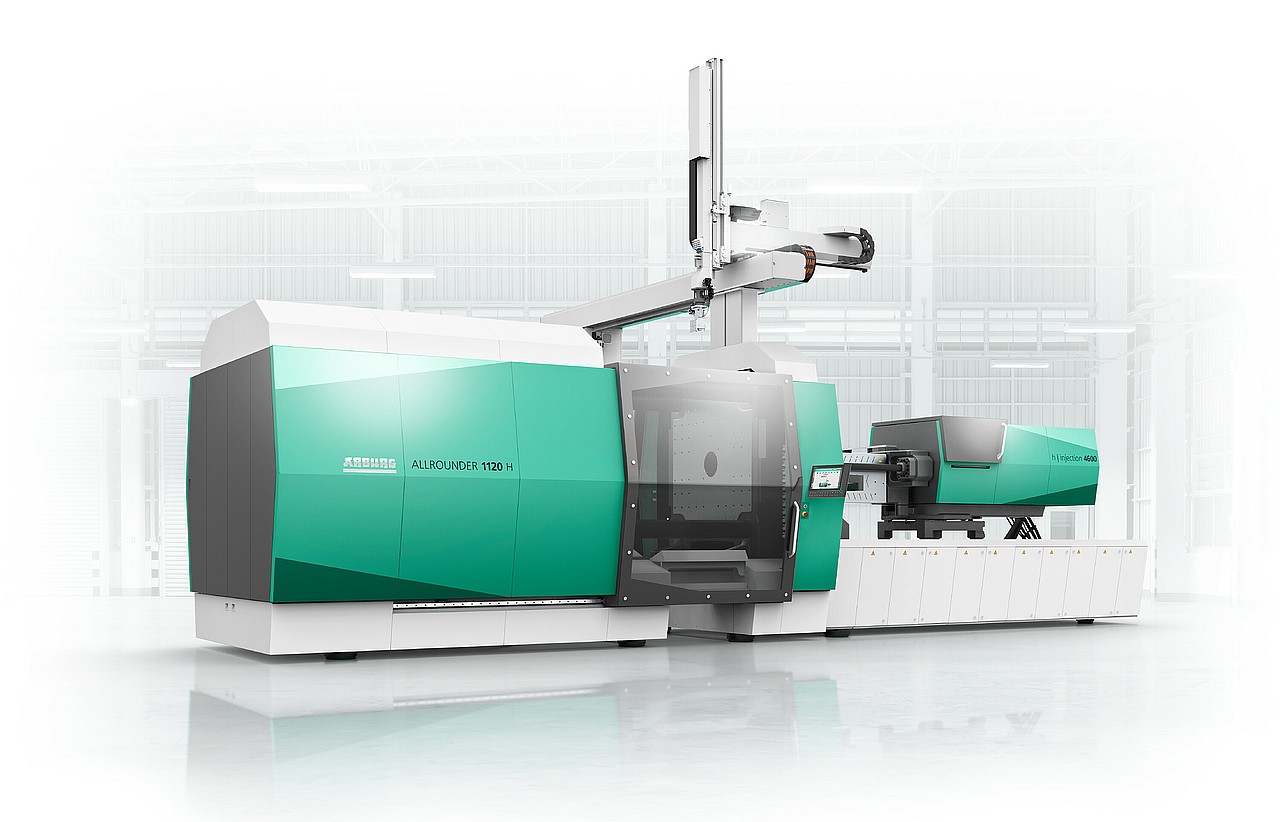
Rely on the best in injection moulding technology: our modular product range includes hydraulic, hybrid and electric injection moulding technology – from consistently standardised entry-level models to customised machines. From performance variants to high-speed machines. Our ALLROUNDERs make everything possible.

Customised 3D printing – the ARBURGadditive Group offers freeformers from ARBURG and 3D printers from innovatiQ. As well as the technologies ARBURG Plastic Freeforming (AKF), Fused Filament Fabrication (FFF) and Liquid Additive Manufacturing (LAM).
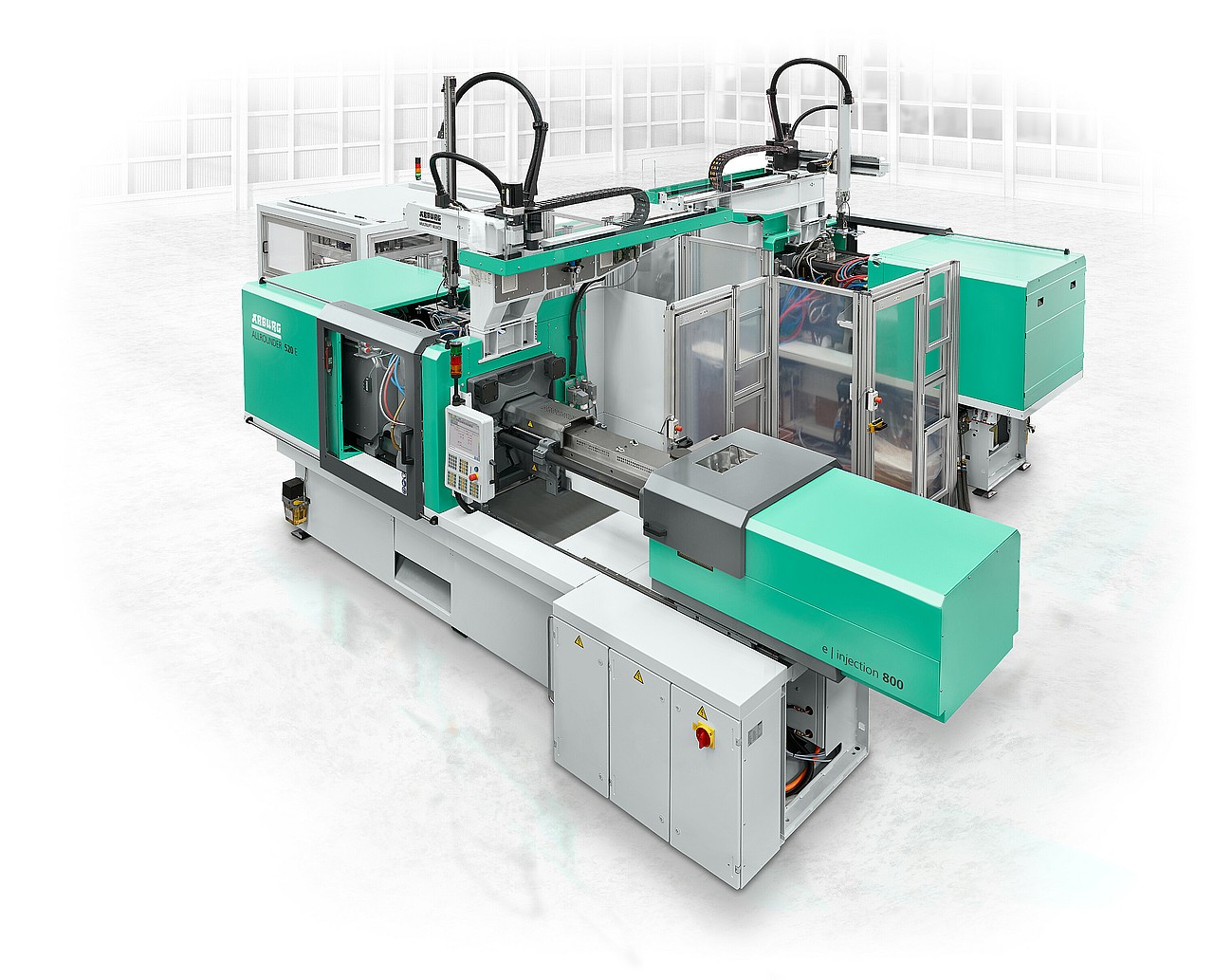
Automated production cells from the system supplier. ARBURG combines injection moulding machines, robotic systems and extensive peripherals from renowned partners to create your customised turnkey system. Our experts provide advice from the idea to the finished project and, working together with you, tailor the technology precisely to your needs.
With us, your production becomes all-round more efficient and fit for the future. You save resources right from the start with our high-quality machine technology. In addition, we offer customised upgrades so you can save a lot with little effort!

You will be fascinated. And inspired. By sophisticated components produced on ALLROUNDERs and freeformers from ARBURG. Efficient, sustainable, economical – no problem at all. You can select according to industry, technology or material if required.
With our comprehensive expertise, you can produce high-quality injection-moulded or additively manufactured plastic parts, e.g. for use in packaging, medicine, automotive, mobility, leisure and mechanical engineering. ARBURG has exactly the kind of specific system solutions you need.
At ARBURG, a wide range of processing technologies are available to you: from micro injection moulding and LSR processing, through lightweight construction and clean room production, to special processes such as cube-mould technology and industrial 3D printing. Just click your way through.
Whether in injection moulding or additive manufacturing: with our machines, you can process all commercially available plastic granulates and original materials that you need for your plastic parts. New products as well as recyclates, bioplastics, powder materials or compounds – always with top-quality results.


